La sérigraphie





Qu'est-ce que la sérigraphie ?
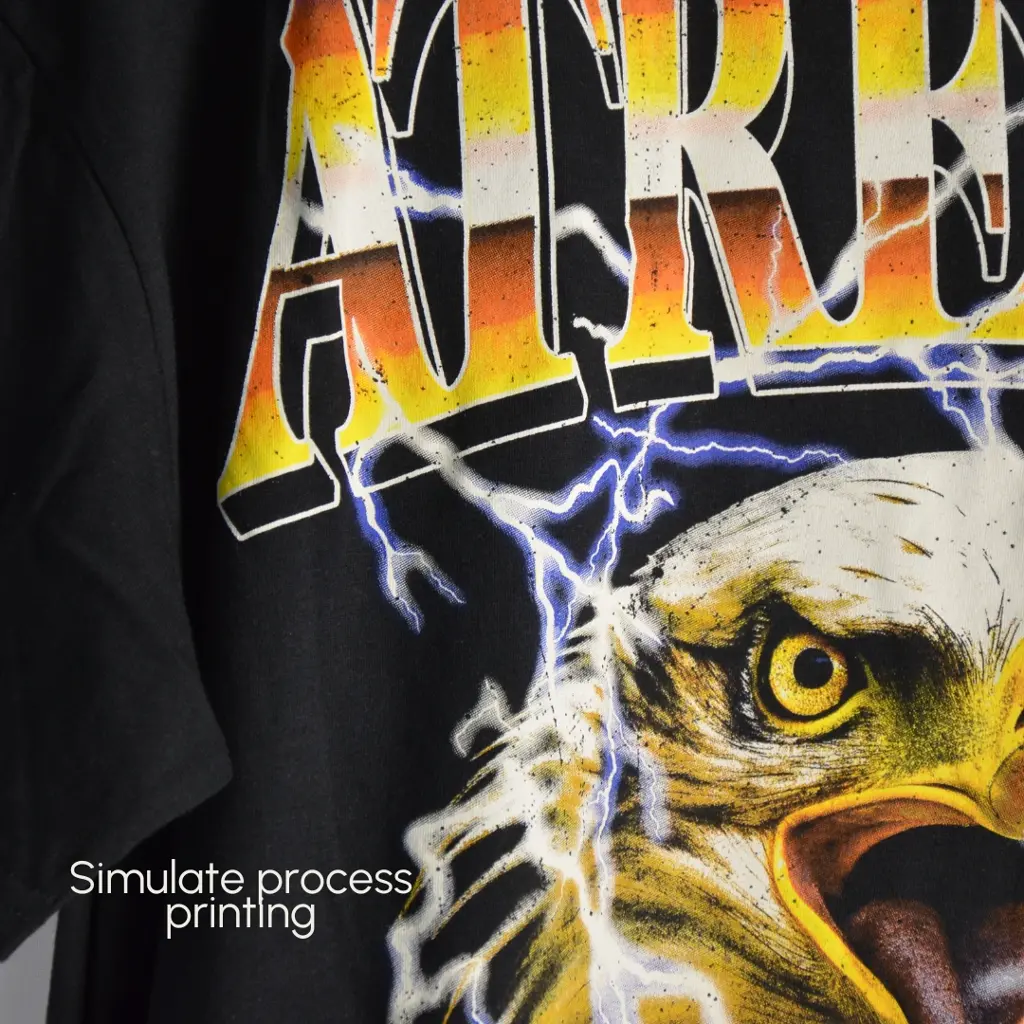
La sérigraphie est une technique polyvalente qui utilise un pochoir à mailles pour appliquer de l'encre sur des surfaces telles que le tissu. Elle permet d'obtenir des couleurs intenses et opaques et est réputée pour produire des impressions durables et de haute qualité.
Cette méthode ancienne consiste à appliquer chaque couche de couleur l'une après l'autre, en utilisant un pochoir distinct pour chacune d'entre elles. Elle est aujourd'hui largement utilisée pour les textiles tels que les t-shirts et les tote bags, mais fonctionne également sur des matériaux tels que le papier, le bois et la céramique. Si l'impression numérique est courante, la sérigraphie reste privilégiée pour sa fiabilité, sa polyvalence et sa rentabilité.
Quel est le processus ?
1. Préparation du visuel
Création du visuel : le processus commence par la préparation de l'illustration ou du motif qui sera imprimé. Pour une sérigraphie en une seule couleur, le motif est souvent simple et comporte des zones pleines d'une seule couleur sans dégradés.
Conversion en monochrome :
Le visuel est transformé en une image en noir et blanc, où les zones noires indiquent les parties où l’encre sera appliquée. Cette étape est essentielle pour la création du pochoir.
2. Création de l'écran
Sélection de l'écran : un écran est sélectionné en fonction du nombre de mailles, qui détermine le niveau de détail et l'épaisseur de l'encre. Les nombres de mailles inférieurs sont utilisés pour les motifs audacieux, tandis que les nombres supérieurs sont utilisés pour les détails plus fins.
Enduction de l'émulsion :
L’écran est recouvert d’une émulsion photosensible. Cette émulsion durcira et formera un pochoir après exposition à la lumière UV.
Exposition de l'écran :
Le design en noir et blanc est imprimé sur un film transparent et placé sur l’écran enduit d’émulsion. L’écran est ensuite exposé à une source lumineuse UV intense. La lumière durcit l’émulsion aux endroits exposés, tandis que les zones bloquées par le design restent souples.
Rinçage de l'écran :
L’écran est lavé à l’eau afin d’éliminer l’émulsion non exposée (restée souple), laissant ainsi apparaître un pochoir du design. Ce pochoir permet à l’encre de passer uniquement par les zones où l’émulsion a été retirée.
3. Préparation pour l'impression
Alignement de l'écran :
L’écran est monté sur une presse d’impression. Le support (par exemple, un t-shirt) est placé sur la plaque ou la surface d’impression et aligné pour garantir un placement précis du design.
Choix de l'encre :
L'encre appropriée est sélectionnée en fonction du type de tissu. Pour les impressions unicolores, une seule couleur d'encre est utilisée.
4. Impression du visuel
Application de l'encre :
L'encre est versée sur l'écran. Une raclette est utilisée pour tirer l'encre à travers l'écran, en la pressant à travers la maille et sur le tissu en dessous. Cette opération s'effectue en un seul mouvement régulier afin d'assurer une couverture uniforme de l'encre.
Séchage flash (si nécessaire):
En fonction du type d'encre et du tissu, l'impression peut être flashée (partiellement séchée) entre plusieurs passages d'encre pour renforcer l'impression ou garantir l'opacité.
5. Séchage de l'impression
Séchage thermique :
Une fois l'encre appliquée, le tissu passe dans un séchoir à bande pour durcir l'encre. La chaleur lie l'encre au tissu, garantissant ainsi sa durabilité et sa résistance au lavage.
Température et durée de séchage :
La température et la durée de séchage dépendent du type d'encre et du tissu. En général, l'encre est durcie à une température d'environ 160 °C pendant 1 à 2 minutes.
6. Inspection finale et finitions
Contrôle qualité :
Après le séchage, les articles imprimés sont inspectés pour vérifier leur qualité. Cela inclut le contrôle de la régularité de l’impression, de l’alignement et de l’absence de défauts.
Touches finales :
Toutes les étapes supplémentaires, telles que la coupe des fils ou le pliage des vêtements, sont effectuées avant l'emballage.
Textile
Une couleur
Pour | Contre |
Rentabilité : la sérigraphie unicolore est économique, en particulier pour les grands tirages, car elle nécessite moins de matériel et moins de temps de préparation que les impressions multicolores. | Complexité du visuel : si la sérigraphie excelle dans les visuels simples et audacieux, elle ne permet pas de saisir les détails complexes ou les dégradés aussi bien que d'autres méthodes telles que l'impression numérique. |
Audacieux et vibrant : cette méthode est parfaite pour les visuels qui nécessitent des couleurs solides et vives. L'encre est appliquée en couche épaisse, ce qui garantit des impressions éclatantes et durables. | Temps de préparation : le processus de préparation, y compris la création d'écrans et la préparation de la presse, prend du temps. Cependant, une fois installé, il est très efficace pour les grandes quantités. |
Polyvalence : la sérigraphie fonctionne bien sur une variété de tissus et de matériaux, ce qui en fait une option polyvalente pour différents types de vêtements et de textiles. | Impact environnemental : la sérigraphie utilise des produits chimiques pour l’émulsion et les processus de nettoyage. L’utilisation d’encres écologiques et le recyclage des matériaux peuvent aider à réduire l'impact environnemental. |
Résistance : l’encre utilisée en sérigraphie est robuste et résiste à de multiples lavages sans se décolorer ni se craqueler. |


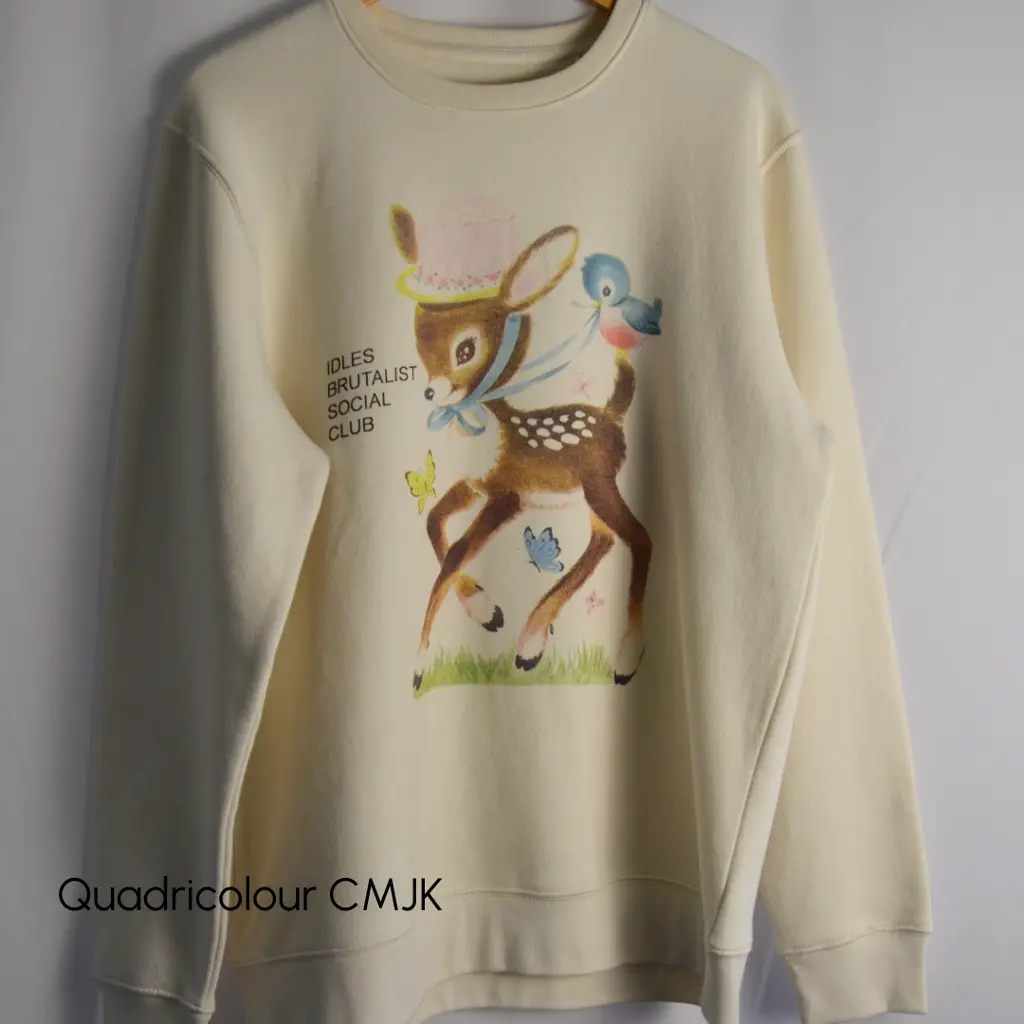
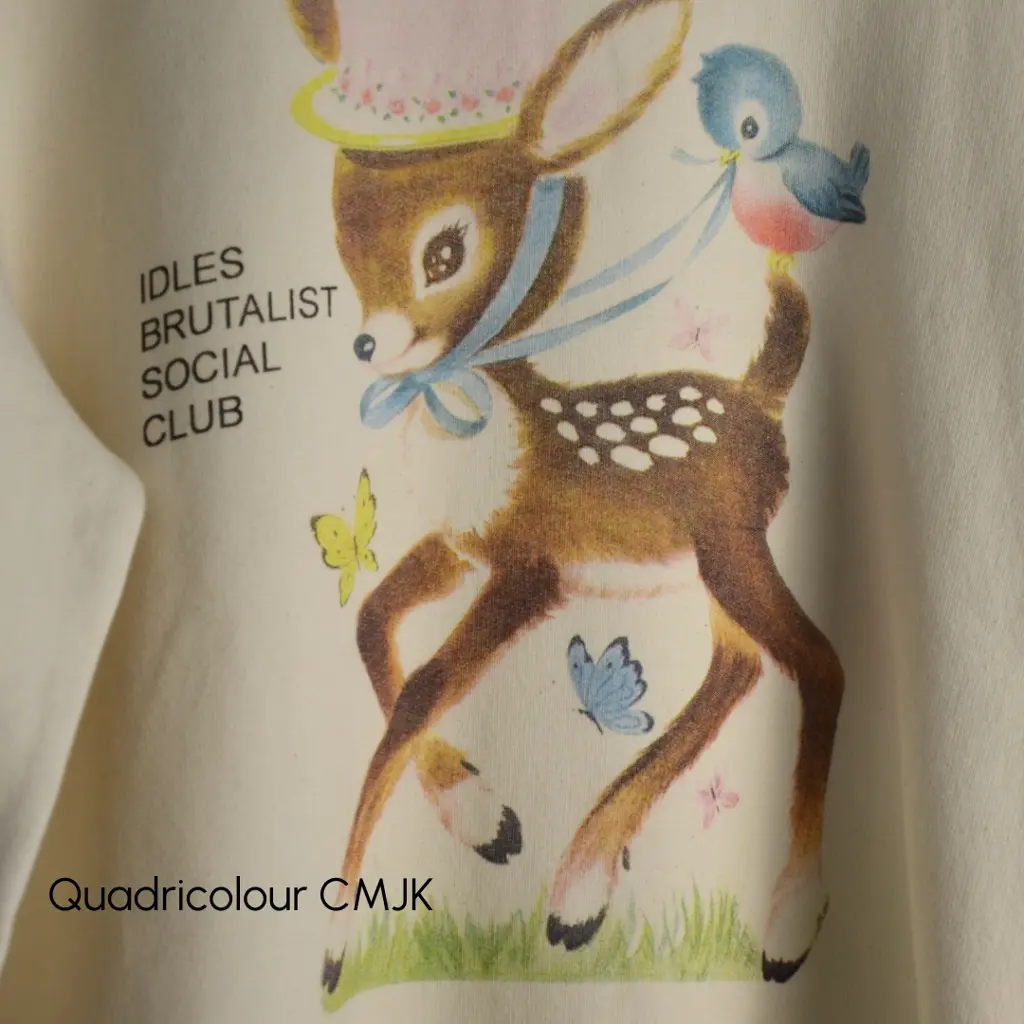
Sérigraphie multicolore
Pour | Contre |
Couleurs vives et durables : la sérigraphie en plusieurs couleurs permet d’obtenir des teintes éclatantes et résistantes qui ne s’estompent pas facilement. | Temps de préparation et coût : l’impression en plusieurs couleurs demande plus de temps et des coûts supplémentaires car chaque couleur nécessite un écran distinct. |
Haute qualité et précision : cette technique permet d'obtenir des visuels en haute résolution avec des détails fins, ce qui la rend adaptée aux graphismes complexes. | Complexité: plus le nombre de couleurs est élevé, plus il faut d’écrans et d’étapes d’alignement, ce qui augmente la complexité du processus. |
Polyvalence : peut être utilisé sur une large gamme de matériaux, y compris les textiles, le papier, le bois, le verre, la céramique, etc. | Limitations des matériaux : tous les matériaux ne sont pas adaptés à la sérigraphie, et le choix de l’encre doit être compatible avec le support utilisé. |
Résistance : Les impressions sont résistantes, en particulier sur les textiles, ce qui les rend idéales pour des articles destinés à un usage fréquent. | Impact environnemental : bien que de nombreuses entreprises utilisent des encres écologiques (nous chez Inkoo), la sérigraphie traditionnelle peut utiliser des produits chimiques nocifs pour l'environnement. |
Rentabilité des grandes séries : cette méthode est économique pour la production de grandes séries car le coût unitaire diminue avec l'augmentation des quantités. | Compétence requise : cette méthode nécessite un savoir-faire technique pour assurer le bon alignement des couleurs et maîtriser le processus d’impression. |



Impression par décharge
Qu'est-ce que l'impression par décharge ?
L'impression par décharge est une technique d'impression textile qui élimine le colorant du tissu, créant ainsi un dessin en décolorant essentiellement la couleur du matériau. Ce processus peut être suivi par l'ajout d'une nouvelle couleur à la zone blanchie.
Voici comment cela fonctionne :
- Préparation : le tissu est teint avec un colorant réactif qui peut être désactivé (déchargé).
- Pâte de décharge : Une pâte de décharge qui contient un agent réducteur comme le sulfoxylate de zinc formaldéhyde est préparée. Cette pâte peut également contenir des pigments si une nouvelle couleur est souhaitée.
- Application : La pâte de décharge est appliquée sur le tissu par sérigraphie.
- Activation thermique : Le tissu imprimé est ensuite soumis à la chaleur, généralement dans un four de séchage, qui active l'agent de décharge. Ce processus élimine le colorant du tissu dans les zones imprimées.
- Lavage : le tissu est lavé pour éliminer les restes de produits chimiques et révéler le visuel final.
Pour | Contre |
Toucher doux : Contrairement à l’impression sérigraphique traditionnelle, l’impression par décharge laisse le tissu souple et naturel, car elle enlève la colorant au lieu d’ajouter une couche d’encre. | Spécificité du tissu : Fonctionne mieux sur les tissus 100 % coton. Les mélanges et les fibres synthétiques ne se déchargent pas bien. |
Couleurs vives : La technique permet de produire des couleurs vives sur des tissus sombres, ce qui est généralement plus difficile à obtenir avec d'autres méthodes d'impression. | Limitations de couleur : Le colorant initial du tissu doit être réactif et capable d’être déchargé. Toutes les teintures ne sont pas compatibles avec ce procédé. |
Impressions légères : Comme la teinture est enlevée plutôt que superposée, l'impression reste aérée, ce qui est idéal pour les articles portables. | Utilisation de produits chimiques : Ce procédé implique l’usage de substances qui peuvent être dangereuses, nécessitant une manipulation et une élimination appropriées. (ce qui est bien pris en compte chez Inkoo) |
Haute précision : Permet de réaliser des visuels complexes avec des détails fins. | Impact environnemental : Nécessite une gestion prudente des déchets chimiques pour minimiser les dommages environnementaux. (ce qui est bien géré chez Inkoo) |
Résistance : Les impressions sont très résistantes et supportent de nombreux lavages sans décoloration significative. | Processus complexe : Nécessite un contrôle précis des conditions telles que la température et la durée pendant la phase d'activation thermique. |


Sérigraphie gonflante
Qu'est-ce que la sérigraphie gonflante?
La sérigraphie gonflante est une technique de sérigraphie spéciale qui ajoute une texture en relief et en trois dimensions au motif imprimé. Cet effet est obtenu en utilisant une encre qui se dilate lorsqu'elle est exposée à la chaleur. Voici comment cela fonctionne :
- Préparation : Un additif de gonflage spécial est mélangé à notre encre à base d'eau ordinaire. Cet additif permet à l'encre de se dilater lorsqu'elle est chauffée
- Application : le mélange d'encres est appliqué sur le tissu à l'aide d'une râcle de sérigraphie. Le motif est imprimé comme d'habitude, mais l'encre utilisée pour obtenir du relief est généralement plus épaisse pour garantir un bon effet 3D.
- Activation thermique : le tissu imprimé est ensuite durci dans une presse à chaud ou un four de séchage. Sous l'effet de la chaleur, l'additif bouffant s'active et se dilate, créant ainsi un effet de relief et de texture.
- Produit final: Le résultat est un visuel tridimensionnel et texturé qui se détache de la surface du tissu.
Pour | Contre |
|
Texture unique : crée un effet en relief texturé qui ajoute un élément tactile distinctif au visuel. |
Mélange d'encre : nécessite un mélange précis de l'additif (permettant le relief) avec l'encre pour obtenir l'effet désiré. |
|
Intérêt visuel: l'effet 3D rend les visuels plus attrayants et ajoute une couche de profondeur. |
Sensibilité à la chaleur : le relief dépend d'un durcissement correct. Un mauvais réglage de la chaleur peut entraîner une mauvaise expansion ou endommager le visuel. |
|
Polyvalence : peut être combinée avec d'autres techniques d'impression pour obtenir des effets variés. |
Limitation des visuels : Mieux adapté aux visuels audacieux et simples. Les détails complexes peuvent ne pas gonfler de manière uniforme. |
|
Résistance : la conception en relief est solide et peut résister aux lavages et à l'usure réguliers. |
Contrôle de l'épaisseur : L'épaisseur de la couche d'encre doit être soigneusement contrôlée pour garantir une expansion uniforme. |
|
Personnalisation : Elle permet de faire ressortir les visuels et peut être utilisée pour des éditions spéciales ou des séries limitées. | Compatiblité des tissus : fonctionne mieux sur des tissus capables de supporter le processus de durcissement thermique, comme le coton ou les mélanges de coton. |




Impression phosphorescente
Qu'est-ce que l'impression phosphorescente ?
L'impression phosphorescente est une technique de sérigraphie qui utilise des encres néon ou phosphorescentes pour créer des motifs brillants et accrocheurs. Ces encres sont composées de pigments qui réfléchissent la lumière ultraviolette, ce qui leur donne un aspect brillant sous un éclairage normal et UV.
Voici comment cela fonctionne :
- Sélection des encres : des encres néon ou phosphorescente spéciales sont sélectionnées. Ces encres sont généralement plus vives que les encres ordinaires et peuvent briller sous la lumière UV.
- Préparation de l'écran : l'écran est enduit d'une émulsion photosensible et exposé à la lumière à travers un film positif, créant ainsi le pochoir du visuel.
- Impression : les encres fluorescentes sont appliquées sur le support à l'aide de l'écran préparé à cet effet. Plusieurs couches peuvent être appliquées pour obtenir la luminosité et l'opacité souhaitées.
- Durcissement : l'élément imprimé est durci à la chaleur pour garantir que l'encre adhère correctement et reste durable.
- Produit final: Le résultat est un visuel vibrant et accrocheur qui se distingue, en particulier dans des conditions de faible luminosité ou sous un éclairage UV.
Pour | Contre |
|
Haute Visibilité: les impressions phosphorescentes sont extrêmement lumineuses et accrocheuses, ce qui les rend idéales pour les visuels qui doivent se démarquer. (Surtout lors d'évènements en soirée) |
Propriétés de l'encre : les encres néon peuvent être plus épaisses et plus difficiles à travailler que les encres ordinaires, ce qui nécessite des ajustements dans le processus d'impression. |
|
Esthétique unique : offre un aspect distinctif qui peut être attrayant dans la mode, le matériel promotionnel et les projets artistiques. |
Correspondance des couleurs : obtenir des couleurs homogènes sur plusieurs tirages peut s'avérer difficile en raison de la nature des pigments phosphorescents. |
| Polyvalence : Peut être utilisé sur une large variété de matériaux, y compris les textiles, le papier et les plastiques. |
Durabilité: les impressions phosphorescente peuvent ne pas être aussi durables que les encres traditionnelles, en particulier en cas d'exposition prolongée à la lumière du soleil pouvant provoquer une décoloration. |
|
Réactif aux UV : brille sous la lumière noire ajoutant une dimension supplémentaire d’intérêt visuel pour les événements et environnements avec éclairage UV. |
Coût : les encres phosphorescente sont généralement plus chères que les encres ordinaires, ce qui peut augmenter les coûts de production. |
| Personnalisation : peut être combiné avec d'autres techniques d'impression pour obtenir une variété d'effets et de visuels. |
Utilisation limitée : convient le mieux à des applications spécifiques pour lesquelles des couleurs vives et éclatantes sont souhaitées ; ne convient pas toujours à des conceptions plus discrètes ou professionnelles. |
Impression sur softshell
What is Softshell/ nylon printing?
L'impression softshell est une technique spécialisée utilisée pour imprimer des motifs sur des tissus softshell, qui sont généralement utilisés pour les vêtements de plein air et les vêtements de performance. Les matériaux softshell sont souvent composés d'un mélange de polyester et d'élasthanne, offrant une combinaison de résistance à l'eau, de respirabilité et de flexibilité. L'impression sur ces matériaux nécessite des encres et des méthodes spécifiques pour garantir la durabilité et maintenir les propriétés du tissu.
Voici comment cela fonctionne :
- Sélection des matériaux : les tissus Softshell sont choisis pour leurs propriétés uniques, telles que la résistance à l'eau et la flexibilité.
- Sélection des encres : des encres spéciales qui adhèrent bien aux fibres synthétiques et s'étirent avec le tissu sont sélectionnées. Ces encres sont souvent à base de plastisol ou de silicone.
- Préparation de la surface d'accueil: les surfaces en nylon peuvent nécessiter un prétraitement, tel qu'un nettoyage ou l'application d'un agent d'adhésion, afin de garantir une bonne adhérence de l'encre.
- Préparation de l'écran : L'écran est recouvert d'une émulsion photosensible et exposé à la lumière à travers un film positif pour créer le pochoir du dessin.
- Impression : l'encre est appliquée sur le tissu softshell à l'aide de l'écran préparé. Le processus d'impression doit être soigneusement contrôlé pour éviter de compromettre les caractéristiques de performance du tissu.
- Durcissement : Le tissu imprimé est durci à la chaleur pour garantir que l'encre adhère correctement et reste durable sans affecter la flexibilité et la résistance à l'eau du tissu.
- Produit final: le résultat est une impression de haute qualité qui préserve la fonctionnalité et la durabilité du tissu softshell.
Voici quelques liens vers notre blog, si vous souhaitez obtenir des explications plus détaillées sur les sujets suivants : Qu'est-ce que le tissu softshell, quelle est la meilleure technique d'impression pour les tissus softshell que nous pouvons utiliser, quand porter une veste softshell ou une a comparaison avec les polaires.
Pour | Contre |
|
Résistance : les encres utilisées pour l'impression des tissus softshells sont conçues pour résister aux éléments, garantissant des impressions durables même sur les vêtements de performance. |
Compatibilité des encres : toutes les encres ne fonctionnent pas bien avec les tissus softshell. Des encres spécifiques qui adhèrent bien aux fibres synthétiques sont nécessaires. |
|
Flexibilité: les impressions conservent l'élasticité et la souplesse du tissu, ce qui les rend adaptés aux vêtements de sport. |
Processus complexe : nécessite un contrôle précis du processus d'impression et de séchage pour maintenir les caractéristiques de performance du tissu. |
|
Résistance à l'eau : les tissus Softshell conservent souvent leurs propriétés imperméables même après l'impression.. |
Coût : des encres spéciales et une manipulation soigneuse peuvent augmenter les coûts de production par rapport à l'impression sur des tissus standards. |
| Finition de haute qualité : produit des visuels éclatants et détaillés qui sont professionnels et attrayants. |
Facteurs environnementaux : Il faut tenir compte de l'impact des conditions météorologiques et de l'usure sur le visuel imprimé, en s'assurant qu'il reste intact et attrayant au fil du temps. |
|
Applications polyvalente : convient à une gamme de vêtements de plein air et de performance, y compris les vestes, les gilets et les pantalons. |
Compétences requises : l'impression efficace des tissus softshell nécessite une main-d'œuvre qualifiée pour garantir des résultats de haute qualité sans endommager le tissu. |


Goodies
Lorsqu'il s'agit de créer des articles promotionnels accrocheurs et durables, la sérigraphie est la technique de choix pour personnaliser des articles tels que des tasses, des stylos, des tote bags et des porte-clés.
Sérigraphie
Sérigraphie sur goodies : comment cela fonctionne ?
La sérigraphie sur goodies consiste à appliquer des motifs sur divers articles promotionnels et marchandises tels que des tasses, des stylos, des tote bags, des porte-clés, etc. Cette méthode utilise un écran en maille, de l'encre et un pochoir pour transférer le visuel sur les articles choisis. Il s'agit essentiellement du même processus que pour les vêtements.
Voici comment cela fonctionne :
- Sélection des objets : les produits (goodies) à imprimer sont choisis. Il peut s'agir de textiles, de plastiques, de céramiques ou de métaux.
- Préparation de l'écran : un écran est enduit d'une émulsion photosensible et exposé à la lumière à travers un film positif, créant ainsi le pochoir pour le dessin.
- Sélection d'encre : Selon le matériau de l'article, différentes encres sont sélectionnées (par exemple, des encres à base d'eau toujours adaptées aux produits sélectionnés).
- Impression: l'encre est poussée à travers le tamis sur le produit à l'aide d'une raclette. Chaque couleur du motif nécessite un écran et un processus d'application distincts.
- Durcissement : les visuels imprimés sont durcis à l'aide de la chaleur ou de la lumière UV afin de garantir une adhérence et une résistance optimal de l'encre .
- Contrôle de qualité: les article imprimés font l'objet d'un contrôle de qualité afin de s'assurer que le dessin est correctement appliqué et qu'il ne présente aucun défaut.
- Produit final : le résultat est une impression de haute qualité et durable sur une grande variété d'objets promotionnels et de marchandises.
Pour | Contre |
|
Polyvalence : la sérigraphie peut être appliquée à un large éventail de matériaux, ce qui la rend idéale pour divers articles promotionnels |
Coût et temps de préparation : la configuration initiale de la sérigraphie peut être longue et coûteuse en raison de la nécessité d'utiliser des écrans distincts pour chaque couleur. |
|
Résistance : les impressions sont robustes et résistent à l'usure, ce qui garantit la pérennité du visuel. |
Limites des matériaux : tous les matériaux ne conviennent pas à la sérigraphie et le choix de l'encre doit être compatible avec le support d'accueil. |
|
Haute Qualité: production de motifs attrayants et détaillés qui se distinguent sur les objets promotionnels. |
Complexité des visuels multicolores : chaque couleur nécessite un écran et un alignement distincts, ce qui accroît la complexité du processus. |
|
Rentabilité des grandes séries : avantageux pour la production en masse, le coût par unité diminue au fur et à mesure que la quantité augmente. |
Impact environnemental : la sérigraphie traditionnelle fait appel à des produits chimiques et à des encres qui doivent être manipulés et éliminés de manière appropriée afin de minimiser les impacts sur l'environnement. |
|
Personnalisation : permet des conceptions uniques et personnalisées adaptées à des besoins promotionnels spécifiques. |
Compétences requises : une sérigraphie efficace nécessite une main-d'œuvre qualifiée pour garantir des résultats de haute qualité et une manipulation correcte des matériaux et de l'équipement. |